





关键词 |
重庆导电石墨电极,石墨电极,重庆石墨电极,石墨电极商家 |
面向地区 |
石墨材料的热膨胀系数小,铜材料的热膨胀系数是石墨材料的4倍,因此在放电加工中石墨电极与铜电极相比难以变形,能够得到更稳定可靠的加工精度。 特别是在加工深而窄筋的部位的情况下,如果局部变高,则铜电极容易产生弯曲变形,但石墨电极不会这样; 对于长宽比大的铜电极,在加工设定时需要通过修正一定的热膨胀值来修正尺寸,但不需要石墨电极。
石墨电极生产特点
(1)生产周期长。普通功率石墨电极的生产周期为45天左右,功率石墨电极的生产周期达70天以上,而需要多次浸渍的石墨电极接头生产周期更长。
(2)能源消耗较高。生产1t普通功率石墨电极需要消耗电能6000kW·h左右,煤气或天然气数千立方米,冶金焦粒和冶金焦粉约1t。
(3)生产工序很多。 生产工艺包括原料焙烧、粉碎、配料、混炼、成型、焙烧、浸渍、石墨化、机械加工等。 其生产需要大量的机械设备和特殊结构的窑炉,建设投资大,投资回收期长。
石墨电极连接前的准备:
1、拆除新的电极孔保护套,检查电极孔内螺纹是否完好。 螺丝不完整时,联系售后技术人员,由售后技术人员判断电极是否可用; 检查孔内是否干净,如果不干净,请清洁后再使用。
2、将电极吊具拧入一端电极孔内,在电极的另一端下面放好软垫,避免损坏电极接头。
3、用压缩空气先吹净待接电极表面和孔内的灰尘、杂物等,然后吹净新电极的表面和接头上的灰尘、杂物等;如压缩空气不能将电极表面吹干净,要用毛刷清理干净。
普通功率石墨电极允许使用电流密度低于 17A/厘米2的石墨电极,主要用于炼钢、炼硅、炼黄磷等的普通功率电炉。
高功率石墨电极允许使用电流密度为18~25A/厘米2的石墨电极,主要用于炼钢的高功率电弧炉。 功率石墨电极 允许使用电流密度大于 25A/厘米 2的石墨电极。主要用于功率炼钢电弧炉。
石墨是非金属材料,熔点非常高,达到3 650℃,铜的熔点为1083℃,因此石墨电极可以承受更大的电流设定条件。放电面积和电极尺寸的比例越大,石墨材料粗加工的性就越明显。石墨的导热系数是铜的三分之一,放电过程中产生的热量对去除金属材料更有效,因此在中间精加工中处理效率比铜电。加工经验表明,在正确的使用条件下,石墨电极的放电处理速度比整个铜电极快1.5~2倍。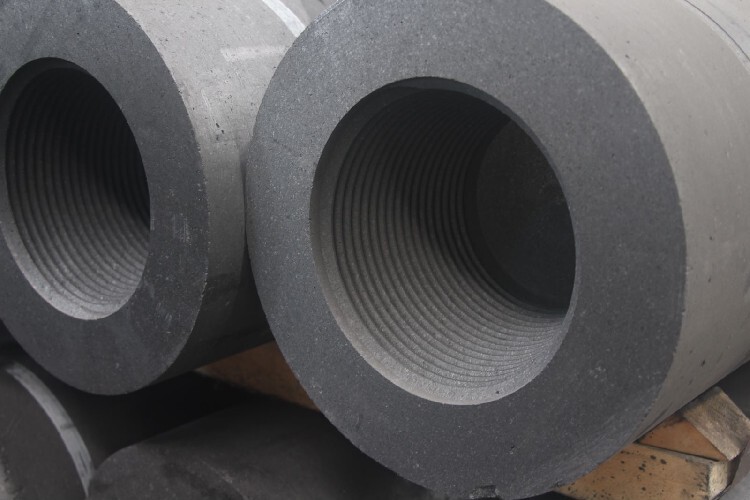
石墨材料的颗粒直径直接影响电火花加工的表面粗糙度,直径越小可获得更低的表面粗糙度值。几年前使用颗粒直径φ5 μm的石墨材料,电火花加工的佳表面只能达到VDI18(Ra0.8 μm),现今石墨材料的颗粒直径已能达到φ3 μm以内,电火花加工的佳表面可稳定达到VDI12(Ra0.4 μm)或者更精细的等级,但石墨电极无法进行镜面电火花加工。铜材料电阻率低,结构致密。电火花精加工容易获得稳定的加工状态,在困难条件下也能稳定加工。表面粗糙度可小于Ra0.1微米,可用于镜面电火花加工。
石墨电极根据其质量指标高低,可分为普通功率、高功率和功率,功率石墨电极占比近年不断提升,2016 年占比已达 38%。石墨电极下游主要包括电弧炉炼钢、黄磷工业、磨料和工业硅等,其中电弧炉炼钢占比石墨电极需求一半以上。
石墨电极主要以石油焦和针状焦为原料,以煤焦油沥青为粘结剂制成。经煅烧、配料、捏合、压制、焙烧、石墨化和机械加工而成。它是一种导体,以电弧的形式释放电能来加热和熔化炉料。按其质量指标可分为普通功率石墨电极、高功率石墨电极和功率石墨电极。
南京本地石墨电极热销信息


