关键词 |
重庆南岸国盛激光激光熔覆设备多少钱一台,广东江门国盛激光激光熔覆设备,广西梧州激光熔覆设备,广东阳江国盛激光激光熔覆设备加工 |
面向地区 |
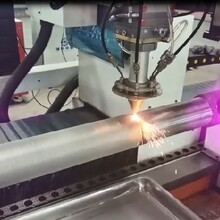
检测参数是指高速熔覆完成后衡量熔覆层质量的参数,主要包括气孔率、硬度、结合强度、稀释率、热疲劳性能、表面粗糙度等。
(1)气孔率是指在一定条件下,熔覆层中出现气孔的百分比。高速激光熔覆在熔覆过程中不可避免地存在气孔。孔隙率的大小与金属粉末的温度和速度以及粉末运动的角度有关。一般来说,熔覆时粉末运动的速度较慢。该层的孔隙率会很大。
(2)硬度,由于高速激光熔覆层在形成过程中激冷和高速冲击,熔覆层晶粒细化和晶格畸变使涂层强化。因此,激光熔覆层的硬度一般材料。 LT高速熔覆激光设备熔覆粉末,熔覆层表面硬度可达60HRC。
(3)结合强度,一般采用显微硬度计进行检测,以测定熔覆层的结合强度,用标准试样所测得的硬度值减去实测硬度值来计算。高速激光熔覆层与基体为冶金结合,即熔覆层与基体之间原子扩散形成结合。并在粉末高速运动状态下形成。国盛激光的高速激光熔覆层与基材的结合强度可高达360MPa。
(4)稀释率是指熔敷金属的稀释程度,用母材在熔覆层中的百分比表示。稀释率对熔覆层的性能影响很大。在高速熔覆工艺中,可以通过调节金属粉末流量、光功率密度和熔覆速率来控制稀释率。国盛激光高速激光熔覆的稀释率极低,约为1%。
(5)热疲劳性能是指熔覆层的抗热疲劳性能或抗热震性能。熔覆层的抗热震性不好,在使用过程中会开裂形成裂纹。熔覆层的抗热震性能主要取决于金属粉末与基体的热膨胀系数差异和熔覆层与基体的结合强度。
(6) 表面粗糙度是指熔覆时表面上存在的起伏现象,当激光熔覆熔覆层表面有较大起伏时,会出现边缘熔合不良、搭接不好等现象,因此应控制其高低起伏度。表面粗糙度、熔覆层表面平整度、工艺测试、激光能量密度、送粉量和载气压力都会影响表面粗糙度,三者之间存在一个佳值,如果该值设置过大或太低,表面的光滑度会降低。基板实际高速激发在光学熔覆加工过程中,需要根据粉末基体的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
在实际对母材进行高速激光熔覆时,需要根据粉末母材的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
评判激光熔覆层的熔覆效果,主要从两个方面:
一、宏观上,检查熔覆道的形状、表面粗糙度、裂纹、气孔及稀释率等;
二、微观上,检查是否形成了良好的结构,是否能提供所需的性能。
此外,还应确定表面熔覆层化学元素的种类和分布,并注意分析过渡层的状况是否为冶金结合,必要时进行质量寿命检测。
如何检验激光熔覆效果:
1、熔覆的工件是否有裂纹、气孔;
2、熔覆工件熔覆后的表面粗糙程度;
3、是否获得低稀释率的良好涂层,并且涂层成分和稀释度是否可控;
4、快速熔覆时,工件的变形是否降低到零件的装配公差内;
5、送粉器送粉的稳定性和熔覆层的均匀性可是一致性;
6、粉末利用率可在范围内;
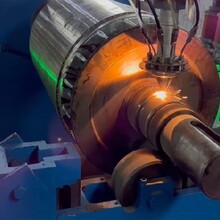
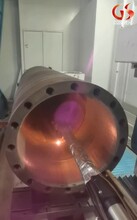
内孔激光熔覆修复的应用场景:
1. 石油工业:修复油井钻杆、抽油杆等内孔磨损或腐蚀的部位;
2. 化工行业:修复管道、阀门、反应釜等设备内孔磨损或腐蚀的部位;
3. 能源领域:修复核电站管道、锅炉等设备内孔磨损或腐蚀的部位;
4. 航空航天:修复发动机叶片、燃烧室等高温部件内孔磨损或腐蚀的部位;
5. 汽车制造:修复发动机缸体、曲轴等内孔磨损或腐蚀的部位。
总之,内孔激光熔覆修复技术是一种具有广阔应用前景的表面工程技术。虽然仍存在一些挑战和限制,但随着技术的不断发展和完善,相信它将会在未来的工业领域中发挥更加重要的作用。